
























Envíos a
todo el país

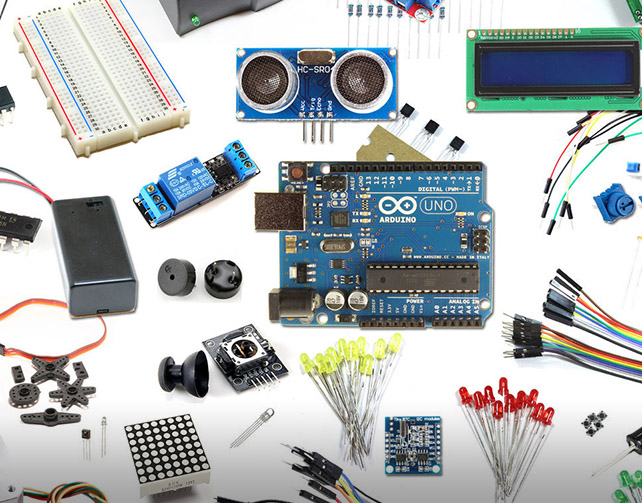
Aprende a trabajar con Arduino la plataforma de desarrollo basada en una placa electrónica de "hardware libre" que incorpora un microcontrolador re-programable.

La domótica es principalmente un conjunto de tecnología que se aplican para lograr que una casa pueda ser inteligente.
Controla el consumo de energía, mejora el uso de la iluminación y mejora la seguridad de tu casa gracias a las herramientas de la domótica
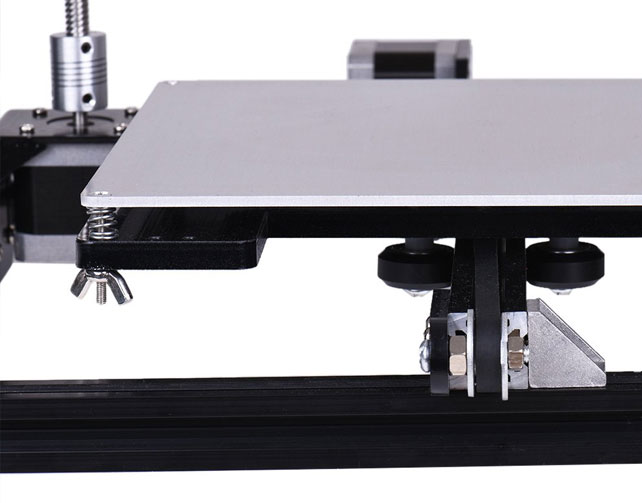
Sácale provecho a la impresión 3D con los upgrades para las impresoras mas populares del mercado.
Piezas re-diseñadas, repuestos, guías y servicie

Tenemos una colección de proyectos con guías paso a paso y hacks para aprender, haciendo.
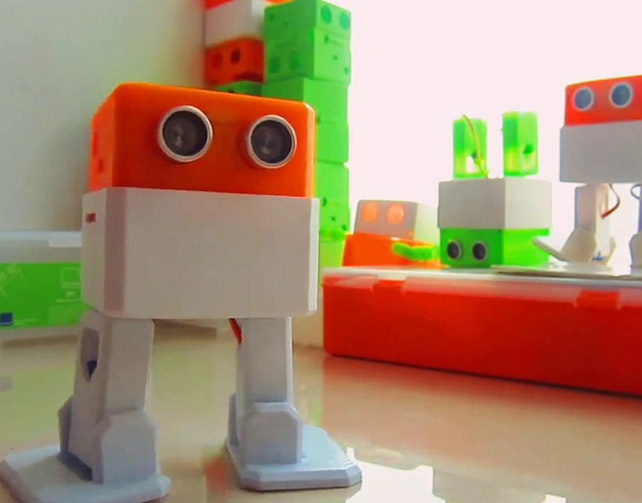
Kits de robótica educativa segmentada en las distintas edades, etapas de aprendizaje, niveles de complejidad.
El principal objetivo pedagógico es incentivar la creatividad y fomentar la innovación evolutiva.
Suscríbase y reciba nuestras novedades
La impresión 3D es un grupo de tecnologías de fabricación por adición donde un objeto tridimensional es creado mediante la superposición de capas sucesivas de material.

Si ya sabemos lo que es una impresora 3D y hemos pasado al nivel de comenzar a imprimir es importante saber con qué material queremos trabajar y qué características tendrá el objeto que queremos fabricar. Es aquí donde llega un tema importante que debes conocer: los plásticos en la impresión 3D.
Los plásticos son los materiales más comunes dentro de la impresión 3D, pero ¿cuánto sabes acerca de ellos? ¿Qué diferencias existen entre cada uno de estos plásticos? Cada una de las tecnologías 3D fabrica con diferentes tipos de materiales, por ejemplo, la tecnología FDM/FFF trabaja con filamentos, la esterolitografía con resinas líquidas de fotopolímeros y el sinterizado láser con polvos termoplásticos.
Para que entiendas en profundidad el mundo de los plásticos en la impresión 3D hemos creado una completa guía que te ayudará a entender cada uno de los materiales, hoy te presentamos los plásticos, también puedes encontrar los materiales orgánicos, metales y mucho más…
Las tecnologías de deposición fundida son las más conocidos por utilizar materiales plásticos en la impresión 3D. Se presentan en formato de filamentos en una bobina que será colocada en la impresora 3D. En las tecnologías FDM/FFF existen muchísimas variedades de plásticos y de distintas características para cada uno de tus proyectos.
¿Recuerdas las piezas de lego? Pues el ABS es su material de fabricación, también llamado acrilonitrilo butadieno estireno, es el plástico más utilizado dentro de la industria 3D. Actualmente podemos encontrarlo, por ejemplo, en la carrocería de los automóviles, los electrodomésticos o las carcasas de los móviles. Pertenece a la familia de los termoplásticos o plásticos térmicos, contiene una base de elastómeros a base de polibutadieno que lo hace más flexible y resistente a los choques.
El ABS tiene una temperatura de impresión de entre 230ºC y 260 °C, y puede soportar temperaturas muy bajas (-20 °C) y muy elevadas (80 °C). Además de su alta resistencia, es un material reutilizable y puede ser soldado con procesos químicos. Sin embargo, no es biodegradable y se encoge en contacto con el aire, razón por la cual la plataforma de impresión se debe precalentar con el fin de evitar el despliegue de las piezas. Se recomienda además, la utilización de una impresora 3D con una estructura cerrada para limitar las emisiones de partículas que se desprenden al utilizar este material.

Spinners impresos en 3D con ABS
El ABS es empleado principalmente en la técnica de modelado por deposición fundida , es el que se encuentra comúnmente acompañando a las impresoras 3D de escritorio. Existe igualmente un derivado del ABS, en forma líquida, que es utilizado principalmente en los procesos de estereolitografía y PolyJet.
El ácido poliláctico o PLA, al contrario del ABS es biodegradable, se fabrica a partir de materias primas renovables, como el almidón de maíz. Es uno de los materiales con los que se puede imprimir más fácilmente, además de que una de sus características es el leve encogimiento luego de la impresión 3D, razón por la cual las plataformas calefactadas no son necesarias en la utilización de este material. Al imprimir con PLA en una impresora FDM/FFF las temperaturas no deben ser muy altas, entre 190ºC a 230ºC.
El PLA es más difícil de manipular dada su elevada velocidad de enfriamiento y solidificación. Es importante mencionar que puede deteriorarse o estirarse al contacto con el agua. Sin embargo, este material, en general traslúcido, es utilizado por la mayoría de las máquinas de deposición fundida y se encuentra en una amplia variedad de colores.

Existe una gran variedad de colores en los filamentos de PLA
Técnicamente conocido como Acrilonitrilo estireno acrilato tiene propiedades similares al ABS, pero con una mayor resistencia a los rayos UV, aunque también es posible encontrar alguna complicaciones a la hora de imprimir con este material, por lo que es recomendable igualmente tener una plataforma de impresión calefactada. Los ajustes de impresión son muy similares a los utilizados por el ABS, en el caso de ASA hay que tener especial cuidado con hacerlo con una máquinas con cámaras cerradas o en un espacio abierto debido a las emisiones del estireno.

Modelos impresos en 3D con ASA
El tereftalato de polietileno conocido popularmente como PET, comúnmente visto en las botellas de plástico desechables. Es el filamento ideal para piezas destinadas al contacto alimentario, es semirigido y con una buena resistencia. Para obtener los mejores resultados al imprimir con PET es necesario alcanzar temperaturas de entre 75-90ºC.
Comúnmente comercializado como un filamento traslucido, existen variantes como PETG, PETE, y el PETT. Es un filamento que no libera ningún olor durante la impresión y es 100% reciclable.

Diferentes tipos de filamentos de PET
El policarbonato (PC) es un material de alta resistencia diseñado para aplicaciones de ingeniería. Este material es capaz de soportar altas temperaturas, pudiendo mantenerse sin deformaciones hasta los 150ºC. El policarbonato es propenso a absorber la humedad del aire, algo que puede afectar su rendimiento y resistencia de impresión. Por ello debe ser almacenada en recipientes herméticos.
Se requieren temperaturas muy altas para la impresión, si no se hace adecuadamente es posible que muestre una separación de capas, esto ocurre al imprimirlo con una temperatura demasiado baja, o si se permite un enfriamiento excesivo. Los filamentos de policarbonato que existen actualmente contienen aditivos que permiten que el filamento se imprima a temperaturas más bajas.
Impresión 3D con policarbonato
La evolución de las tecnologías de impresión 3D ha llevado a un gran trabajo de investigación en materiales de impresión, que permite desarrollar una gama de filamentos de alto rendimiento que tienen características mecánicas similares a los metales. Existen varios tipos de polímeros de alto rendimiento, como PEEK, PEKK o ULTEM; se distinguen por su familia, como las poliariletercetonas (PAEK) o las polieterimidas (PEI). Estos filamentos tienen una resistencia mecánica y térmica muy alta, son muy fuertes y mucho más ligeros que algunos metales. Estas propiedades las hacen muy atractivas en los sectores aeroespacial, automotriz y médico.
Debido a sus características, los termoplásticos de alto rendimiento no se pueden imprimir en todas las máquinas FDM del mercado. De hecho, es necesario que la impresora 3D tenga una placa de calentamiento capaz de alcanzar al menos 230 ° C, una extrusión a 350 ° C y un recinto cerrado. Hoy en día, alrededor del 65% de estos materiales se imprimen con tecnología FDM, pero también se encuentran en forma de polvos, compatibles con la tecnología SLS.
Cada día existen más tipo de filamentos, y algunos de los que más exito han tenido son los filamento flexibles. Son muy similares al PLA , pero fabricados de TPE o TPU. La ventaja de estos filamentos es que permiten el desarrollo de objetos deformables, muy utilizado en la industria de la moda como la colección de Danit Peleg.
En general tiene las mismas carácteristicas de impresión que el PLA, y puede ser encontrado con diferentes rangos de rigidez. Se recomienda únicamente prestar atención a que el tipo de extrusor sea el adecuado para evitar atascos en la máquina.
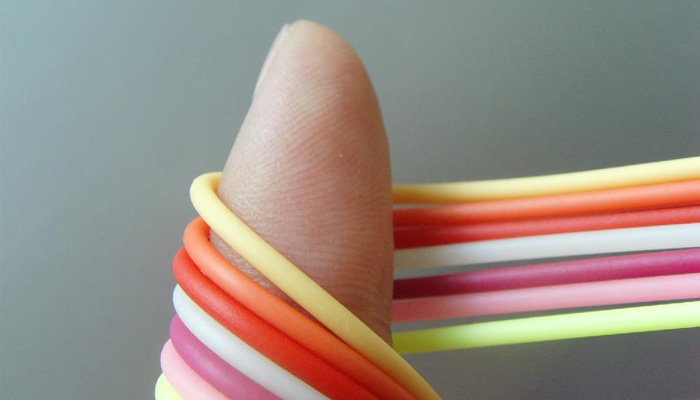
Materiales flexibles en la impresión 3D, ampliamente utilizados en el diseño y la moda
Los filamentos que incluyen fibras de carbono han ido adquiriendo cada vez más popularidad dentro de la industria 3D, más aún al llegar al mercado impresoras 3D como las de Markforged especializadas en estos materiales. El motivo de su gran demanda es su increíble resistencia manteniendo en las piezas fabricadas un peso inferior en comparación con otros materiales.
Los filamentos con estas características incluyen pequeñas fibras de carbono en un material base que puede ser PLA, PETG, Nylon, ABS, o Policarbonato, mejorando las propiedades de cada uno. Los ajustes de impresión suelen ser los requeridos por su material base, aunque es importante contar con un hardware adecuado ya que las fibras de carbono pueden provocar la obstrucción de las boquillas de impresión.

Impresión 3D con fibras de carbono, dotan de gran resistencia a los modelos creados
Existen diferentes tipos de materiales que mezclan una base como PLA y que después incluyen polvos que dan un color o acabado diferente a los tradicionales, están compuestos en un 70% de PLA y en un 30% por el material híbrido. Se pueden encontrar en el mercado filamentos a base de madera que contienen polvos de bambú, corcho, madera, etc. La presencia de estos materiales dentro del filamento hace que el resultado final sean piezas con una textura más orgánica.
Aunque ya existan máquinas que utilizan la base de la tecnología FDM para imprimir en metal, como las nuevas máquinas de Desktop Metal. Hasta ahora es algo a lo que no todos tenemos acceso, por ello la empresa Colorfabb lanzo su filamento 3D de metal. Tiene la misma base que los filamentos híbridos creados con madera, pero en este caso se cambia por polvos de metal. Le dan a cada objetos un color diferente dependiendo de lo que elijamos: cobre, bronce, plata… etc.
Finalmente dentro de los filamento que consideramos híbridos y siguiendo la misma regla de fabricación, están los que mezclan materiales rocosos, como el cemento, los ladrillos o la arena. Que dan una textura completamente diferente a cada uno de los modelos.

Filamento 3D a base de madera
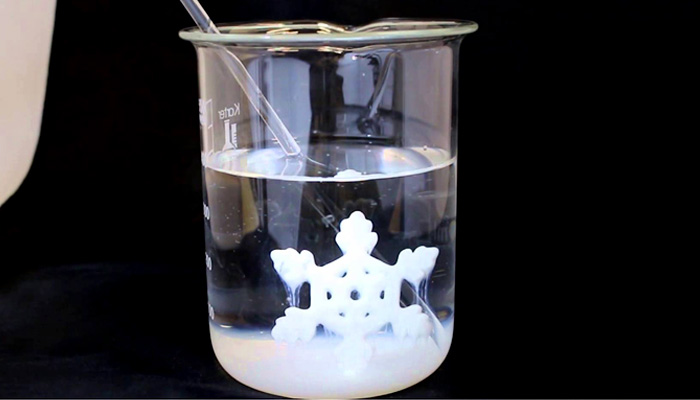
Los plásticos solubles pueden ser utilizados igualmente para imprimir soportes de impresión (en función de la complejidad y de la tecnología utilizada para la pieza deseada) que serán disueltos en la etapa siguiente. Los plásticos solubles más utilizados actualmente son el HIPS (Poliestireno de alto impacto) y el PVA (acetato de polivinilo). El primero se asocia con el ABS, y puede ser disuelto con limoneno, por el contrario el PVA se asocia con el PLA y se disuelve únicamente con agua. Existen igualmente los filamentos BVOH o copolímero de butanodiol y alcohol vinílico, muy popular últimamente en la impresión 3D de doble extrusión por ser un material de soporte soluble en agua, de acuerdo con los expertos tiene mejor solubilidad que el PVA y es compatible con múltiples materiales.
Filamento 3D a base de madera
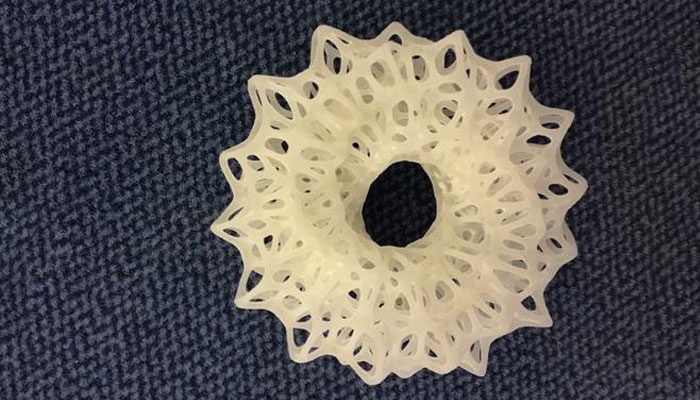
Dentro de las tecnologías como SLA, DLP o incluso PolyJet, se utilizan resinas líquidas fotosensibles para la fabricación. Estas pueden ser divididas en termoplásticas y termosolidificantes. Dependiendo de cual elijamos permiten que los objetos impresos tengan un acabado mate o brillante, dentro de estas resinas se encuentran muchos de los plásticos de los que hemos hablado en la sección anterior, pero de forma líquida.
La gama de colores en estas tecnologías no es muy variada suelen ser blanco, negro, transparente, rojo, aunque actualmente desarrollos como las nuevas resinas de Formlabs prometen una gama mucho más amplia. Lo que diferencia a estos materiales con los de las tecnologías FDM, es que es imposible mezclar resinas para obtener resultados diferentes. Por ende no existen máquinas duales, lo único que conocemos es la máquina híbrida de Layer One que incluye la tecnología SLA y la FFF. La utilización de resinas dentro de la impresión 3D supone un proceso de postimpresión, hay que someter los modelos a una limpieza en alcohol isopropílico para obtener los mejores resultados.

Impresión 3D con resinas de fotopolimeros
Dentro de la impresión 3D con resinas existen diferentes tipos consideradas más técnicas, en donde podemos encontrar las sólidas, las más populares dentro de estas tecnologías; las flexibles, que aportan mayor flexibilidad y deformación a los modelos; las castables especializadas en la joyería debido a su facilidad para fundirse en la fabricación con inversión directa; y las biocompatibles que se centran especialmente en el sector dental y en el desarrollo de prótesis dentales.
La tecnología del sinterizado selectivo por láser (SLS) utiliza polvos plásticos para la fabricación de las piezas, mediante la utilización del láser las partículas pueden fusionarse y capa a capa crear una pieza.
Dentro de estas tecnologías existen diferentes variedades de materiales que permiten que los objetos fabricados tengan diferentes características de resistencia, flexibilidad, o textura.
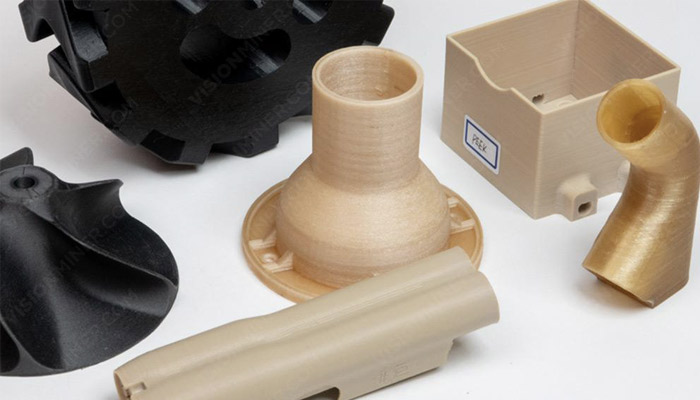
Los objetos fabricados con poliamidas son generalmente creados a partir de un polvo fino, granuloso y blanco que se utiliza en la tecnología de sinterizado selectivo por láser (SLS), aunque algunas variantes de este material, como el nylon, también se presentan en forma de filamento y se utilizan en las impresoras 3D de material fundido.
Gracias a su biocompatibilidad, como el PLA, las poliamidas pueden ser utilizadas para fabricar piezas que tengan contacto con alimentos (exceptuando aquello que contengan alcohol), y al contrario del PLA y el ABS, las superficies logran ser más lisas sin un efecto de ondulación.

Impresión 3D con poliamidas
Al estar constituido por estructuras semicristalinas, este material presenta un buen equilibrio entre sus características mecánicas y químicas, es ahí de donde provienen su estabilidad, rigidez, flexibilidad y resistencia a los choques. Estas ventajas dan paso a una amplia gama de aplicaciones y a un alto nivel de detalle. Su alta calidad es utilizada, por ejemplo, para la fabricación de engranajes, piezas para el mercado aeroespacial, el mercado de la automoción, la robótica, las prótesis médicas o para los moldes de inyección.
Los objetos plásticos de alumide son fabricados a partir de una combinación entre poliamidas y aluminio en polvo, utilizando la tecnología de sinterización selectiva por láser (SLS). Con una gran superficie ligeramente porosa y un aspecto arenoso y granulado, este material ofrece una gran solidez y una alta resistencia a la temperatura (172°C máx.) y a los choques con una cierta flexibilidad. Sin embargo, algunos post-tratamientos son generalmente necesarios, como el rectificado, lijado, revestimiento o el fresado.
El alumide es utilizado para modelos complejos, piezas de diseño o para pequeñas series de modelos funcionales, que necesiten de una alta rigidez y de un aspecto cercano al aluminio. La técnica utilizada implica pocos límites geométricos.

La utilización del alumide le da un textura granulosa a los modelos creados
Otro termoplástico muy utilizado en el sector de la automoción, los textiles profesionales desechables o en la fabricación de cientos de objetos cotidianos. Es el polipropileno (PP) conocido por su resistencia a la abrasión y a su capacidad de absorber los choques, además de una relativa rigidez y flexibilidad.
Uno de sus inconvenientes es su baja resistencia a la temperatura y su sensibilidad a los rayos UV lo cual pueden ocasionar que se expanda, razón por la cual varios fabricantes de impresoras han desarrollado derivados de este material, los simili-propilenos, con el fin de reforzar sus propiedades físicas y mecánicas.
El polipropileno es cada día más utilizado dentro de la industria

Desde los inicios de la impresión 3D se han desarrollado múltiples tecnologías, el propósito es el mismo es convertir un modelo digital en un modelo físico. Para llegar a la meta cada una de las tecnologías tiene diferentes técnicas, desarrollos, y por supuesto resultados.
El día de hoy hemos decidido comparar dos de las tecnologías más conocidas dentro de la industria, y ayudarte a resolver la pregunta: ¿Qué elegir FDM o SLA?
La primera tecnología conocida dentro de la impresión 3D fue la estereolitografía, mundialmente conocida por sus siglas SLA. Sus primeros desarrollos comienzan en 1986 cuando Chuck Hull, fundador de 3D Systems, registra la primera patente comercial de la que es la tecnología de fotopolimerización de una resina a través de láser. Años después surgió la tecnología DLP, basada en la misma técnica, pero utilizando luz generada por un proyector. En el desarrollo de las impresoras de tecnología SLA/DLP destacan empresas como Formlabs, B9Creations o Carbon 3D.
Años después en 1988 Scott Crump, fundador del otro gigante de la impresión 3D, Stratasys, da a conocer las primeras máquinas de deposición de material fundido FDM (Fused Deposition Modeling) o también conocidas como FFF (Fused Filament Fabrication. Adquiriendo gran popularidad estas últimas debido a su fácil manejo y a su precio más reducido en comparación con las otras tecnologías. En el desarrollo de tecnologías FDM destacan empresas como Ultimaker, Makerbot o BQ.
A la hora de hablar de hablar de materiales para impresoras FDM o SLA, la primera es la más popularizada e igualmente la más accesible a nivel económico, es por esto que se han desarrollado múltiples materiales, los más básicos son los plásticos PLA y ABS, a partir de este desarrollo han surgido múltiples materiales que se han adaptado al entorno como los filamentos de madera, corcho o café. Igualmente esto ha permitido desarrollar un cantidad de colores inmensa, así como materiales flexibles. Los diámetros de filamento de esta tecnologías son 1.75 o 2.85mm, algunas marcas han desarrollado sus propios filamentos adaptados a sus máquinas como es el caso de Zortrax.
Impresora 3D de tecnología SLA, con sus consumibles de impresión
En el caso de la tecnología SLA se utilizan resinas, con colores más limitados y a un precio un poco más elevado. La diferencia aquí es que las resinas son difícilmente intercambiables, con lo cual dependemos exclusivamente de los desarrollos del fabricantes, máquinas como las Form 2 cuentan únicamente con resinas negras, blancas, grises y transparentes, espera lanzar al mercado su gama de colores en 2018.
Una de las claves para diferenciar ambas tecnologías es la calidad de impresión, una muy por encima de la otra. En esta comparación FDM o SLA, el primero puesto en calidad se lo lleva la tecnología de estereolitografía.
En el caso de la tecnología SLA la resolución de los modelos está determinada por el punto óptico del láser o proyector. Además de que al imprimir no se aplica fuerza ya que utiliza la luz para su polimerización, lo que da como resultado superficies mucho más lisas. Alcanzando groseros de capa de 0.05 a 0.01 mm.
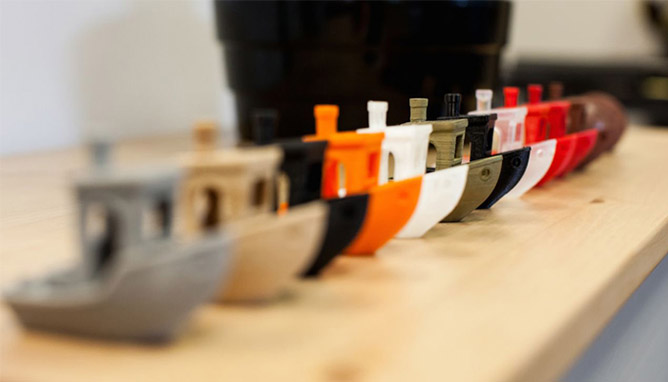
Modelos creados con tecnologías FDM
En el caso de la tecnología FDM la resolución está directamente relacionada con con el tamaño de la boquilla de extrusión y la precisión de los movimientos del extrusor (eje X/Y), por ello es de máxima importancia calibrar correctamente la máquina. Muchas veces la calidad también varía en función de la máquina, en su precisión y suavidad de impresión, ya que el peso de las capas superiores puede desplazar las inferiores, reduciendo la calidad. El grosor de capa de una impresora FDM va desde 0.5 a 0.127 mm.
Modelo creado con tecnologías SLA
Cuando nuestra impresora 3D termina su trabajo no significa que el nuestro haya terminado también, realmente todas las tecnologías de impresión 3D llevan un postprocesamiento, que pueden ir desde el desprendimiento de la pieza y una ligera limpieza hasta horas de trabajo.
En el caso de la tecnología FDM el postprocesamiento es relativamente sencillo: retirar los soportes de impresión, en caso de que los hayas utilizado, y limpiar los excesos de plástico con alguna herramienta sencilla. Si quieres un mejor acabado puedes lijar o utilizar una herramienta como la Polysher de Polymaker.

Modelos de joyería creados con tecnología SLA
Si has decidido imprimir con la tecnología SLA te darás cuenta que aquí puede tomar un poco más de tiempo. Empezando por quitar el modelo, que puede ser un poco más complicado en que en una impresora FDM, ya que al quedarse restos de resina puede dificultar el proceso un poco. Al tener el modelo con nosotros debemos remover los residuos de resina, por lo que hay que colocar nuestros modelos en un baño de alcohol isopropílico, algo que debemos hacer delicadamente utilizando guantes para protegernos de las sustancias. Después de la limpieza del modelo remover los soportes es algo que se puede hacer manualmente o con ayuda de herramientas sencillas.
Una de las grandes diferencias entre las máquinas FDM o SLA son las diferencias en precios tanto de las impresoras 3D como de los consumibles. En el caso de una máquina FDM puedes encontrar impresoras 3D tan baratas que vayas desde los 200€, cuando hablamos de los filamentos 3D puedes encontrarlos por un precio de 20€ el kilo, si buscas algo especializado el precio puede aumentar.

Modelos con los colares actuales existentes en la tecnología de estereolitografía
En cuanto a las máquinas de estereolitografía el precio de alguna máquina conocida dentro de la industria puede empezar a partir 3.000€ y las resinas pueden costar como mínimo 70€, además de que después de varias impresiones el tanque de impresión es necesario que se cambie. Actualmente muchas empresas están trabajando para aumentar la oferta y con ello reducir el precio de las máquinas.
Debido a la diferencia en precios y calidad de ambas tecnología, se ha concentrado su utilización en diferentes sectores. En el caso de la tecnología de deposición fundida sus principales usos son el prototipado rápido, modelos low cost, experimentación en la impresión 3D, en la educación y en el desarrollo de modelos en los que la calidad no es crucial. A pesar de ello esta tecnología está mejorando día con día sus calidad para acercarse a los productos finales.
La estereolitografía por otro lado, al contar con mucha más calidad de impresión se utiliza en joyería o desarrollos artísticos debido a la posibilidad de utilizar resinas castables. No es conveniente ser utilizada en modelos que vayan a ser expuestos a cambios de iluminación o calor, ya que suelen sufrir cambios al exponerse a la luz solar, el sector dental también ha sabido sacar provecho de esta tecnología debido a sus detalles.
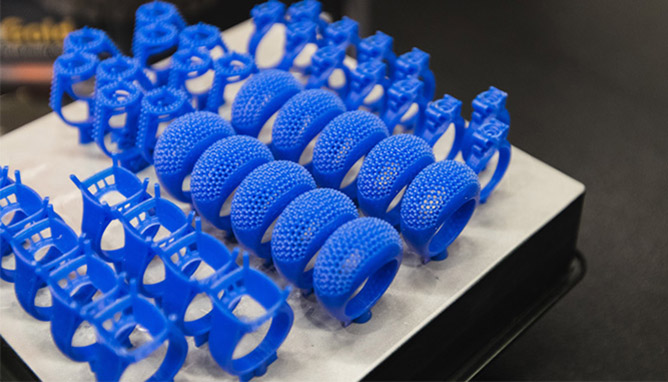
El sector joyero es uno de los grandes beneficiados de las tecnologías SLA
FDM – Pros
FDM – Contras

Modelos creados con tecnología FDM
SLA – Pros
SLA – Contras

Esta placa se ha diseñado y desarrollado usando todas las grandes contribuciones y comentarios del Grupo Clone Wars de RepRap España. Se han intentado eliminar los defectos de otras placas similares intentando mantener un precio asequible pero con muchas características.
La mejor placa diseñada en España (hasta la fecha) y todo de la mano de la comunidad Clone Wars.
Esta tarjeta ha sido diseñada con el objetivo de solucionar los defectos de otras similares manteniendo un precio asequible y una gran funcionalidad. La SAV MkI, mejora las anteriores tarjetas en producción (Gen6, sanguinololu) mediante la inclusión de MOSFET de potencia adaptados a los requerimientos de las impresoras 3D, soporte para tarjetas SD, la regulación en placa a 3.3V para conectarse a periféricos de 3,3V tales como Bluetooth, la mejora en la fiabilidad del enlace USB y la reducción del coste al eliminar el chip FTDI UART.
La placa SAV MkI deriva de la placa Teensylu y de la Printrboard, placas de desarrollo basadas originariamente en la Sanguinololu. Emplea un Atmel AT90USB1286 MCU que dispone de conexión USB lo que permite eliminar el integrado FTDI UART (USB-to-serial). Al disponer de USB en placa se mejora toda una serie de caracerísticas, los tiempos de carga del firmware, las comunicaciones, la transferencia de g-codes y el tiempo de transferencia de archivos desde la máquina a la tarjeta microSD integrada. El AT90USB conecta en cualquier velocidad de transmisión, independientemente de la configuración del firmware, y permite eliminar prácticamente los de errores de comunicación y las pausas.
Además, la SAV MkI lleva un segundo UART con los niveles ajustados a lógica de 3.3V que permite conectar cualquier dongle bluetooth HC-05 o HC-06 y controlar la impresora de forma inalámbrica.
La SAV MkI ha sido diseñada después de escuchar la opinión de los miembros del Grupo Clone Wars y otros RepRapers. Han querido crear una electrónica que satisfaga sus expectativas que tenga un montón de características y que sea asequible.

Atmel AT90USB1286 Microcontroller @16 MHz
Esta placa es compatible con cualquier LCD diseñado para la printrboard, teensylu o sanguinololu.
También hemos diseñado un LCD específico para ella con encoder rotatorio, 2 botones y un backpack que te permitirá conectar cualquier dispositivo de 5V (por ejemplo, un servo para el autonivelado de la cama caliente) con un pin de entrada salida y su propio regulador de tensión.
Aquí la tienes:
SAV 3D LCD

SAV OLED



La humedad es el agua que impregna un cuerpo o el vapor presente en la atmósfera. Para todos los seres vivos, el agua es lo más necesario para subsistir, más aún que los alimentos, pero para elementos no vivos, la humedad suele ser una fuente de problemas, ya que, provoca la oxidación y degradación de muchos materiales.
En el caso de la impresión 3D, más concretamente en los filamentos, la concentración de humedad excesiva puede provocar una larga lista de problemas, todos con el mismo final, una impresión 3D fallida.
Los efectos de la atracción de agua pueden dar lugar a los siguientes problemas: aumento de la fragilidad, el aumento del diámetro (posibles problemas con las impresoras con sistema de extrusión tipo Bowden), la degradación de filamentos, rompiendo filamento, etc.
También es necesario tener en cuenta el hecho de que los filamentos que han absorbido agua tendrán una temperatura más alta para la extrusión. Recuerda evitar tener los filamentos colocados en la impresora si no vas a imprimir. Pueden llegar a quedarse atascados en el extrusor porque al absorber agua engordan y aumentan de diámetro.
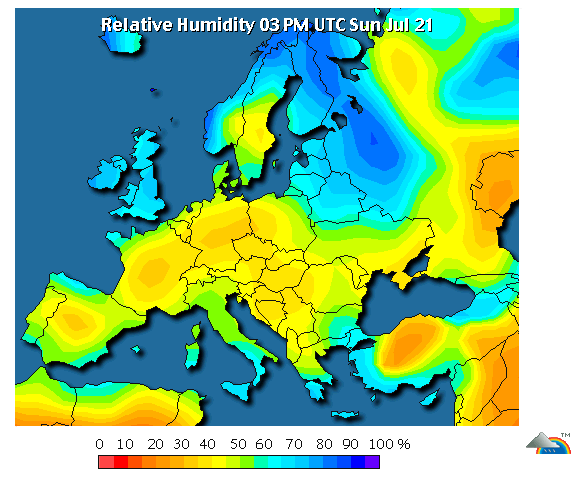
En el siguiente mapa extraído se muestra la humedad relativa media anual (relación porcentual entre la cantidad de vapor de agua real que contiene el aire y la que necesitaría contener para saturarse a idéntica temperatura), valor que se obtiene a partir del promedio de la humedad registrada en los doce meses del año. La humedad relativa es muy diferente dependiendo en que parte de la geografía europea te encuentres, siendo más acusada en la zona norte del continente.

Como motivo de la evolución del mundo de la impresión 3D, existen filamento con gran resistencia a la humedad, como el PETG o el CPE HG100, copoliésteres que pueden estar expuestos al agua largos intervalos de tiempo sin problemas. Entre el resto de filamentos encontramos algunos con resistencia moderada, como puede ser el PLA o el ABS, y otros, especialmente los nylons y el PVA, altamente propensos a la absorción de la humedad, llegando a alcanzar altos valores en menos de un día.
Ciertos usuarios de impresoras 3D utilizan métodos convencionales para eliminar la humedad del filamento y almacenarlo, como secar el material en un horno doméstico y almacenar el filamento en cajas con un cierre que no es totalmente estanco. Estas medidas, aparte de ser peligrosas en el caso del horno doméstico, no son totalmente efectivas, sobre todo con materiales técnicos y avanzados.
La manera más efectiva de eliminar la humedad contenida en un material es utilizar una secadora de filamentos, como la secadora de filamentos PrintDry, un dispositivo capaz de romper los enlaces intermoleculares entre el agua y el polímero gracias a su temperatura de secado (35 - 70ºC) y al flujo de aire natural que existe en su interior, el cual arrastra la humedad de la superficie del filamento al aire que lo rodea. El valor ideal de la humedad en un filamento es entre 10 - 13%.
Tanto al inicio del uso de una nueva bobina como a continuación de secar un filamento, es indispensable el correcto almacenamiento para mantener el mínimo porcentaje de humedad. En materiales convencionales (PLA o ABS) y intervalos cortos de almacenaje (< 2 meses) el uso de su bolsa con cierre a presión tipo "grip" es suficiente. En caso de tiempos de almacenamiento superiores o con materiales técnicos y avanzados esta medida no es suficiente. La solución ideal es emplear los envases de filamentos herméticos con sellado al vacío PrintDry. Son unos recipientes de plástico de alta resistencia, donde cada usuario puede almacenar su filamento con total seguridad sin preocuparse por si éstos cogen humedad. El potencial de estos envases está en la tapa, ya que, en esta se aloja una válvula de vacío, a través de la cual y con la ayuda de una bomba manual (incluida con los envases), se consigue extraer el aire del interior del envase, proporcionando un almacenamiento libre de polvo y humedad. De esta forma se puede garantizar el correcto estado del filamento, aunque hayan pasado varios meses desde que la bobina se sacó de su precinto original de fábrica. A mayores, hay que tener en cuenta que la humedad relativa de la zona donde esté almacenado el material afecta en gran cantidad, debiendo ser este el menor posible sin perjudicar a la salud del usuario (Un buen valor sería sobre el 40%).
La vida de un filamento de calidad desde su fabricación es de 2-3 años, siempre y cuando esté en su precinto y vacío original. Una vez abierta la bolsa original, el tiempo que tarda en perder sus propiedades mecánicas y de color depende del tipo de material y del almacenaje. Un PLA o ABS almacenado de la manera mencionada anteriormente puede conservar sus propiedades más de 1 año, pero en caso de no ser así, resistirá una décima parte del tiempo. En materiales más delicados, como nylons y PVA, la pérdida total de su vida puede ser de escasos días.
Es, por tanto, una evidencia que mantener los filamentos con bajos valores de humedad (10 -13%) es un factor clave a tener en cuenta en todo momento, para evitar problemas antes, durante y después de una impresión 3D.
Para tener la máxima fiabilidad a la hora de la impresión es vital tener el máximo número de variables posibles controladas, y la humedad es una de ellas para garantizar la máxima robustez en el proceso de impresión.

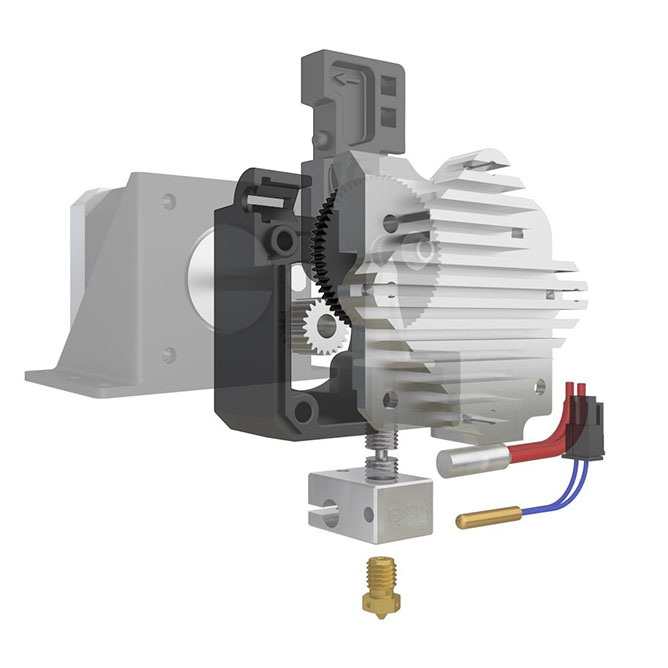
En este artículo vamos a hablar sobre los tipos de extrusores y HotEnd más comunes en el mundo de la impresión 3D. En el artículo se habla de productos de primeras marcas. Este matiz es necesario ya que si se utilizan extrusores y HotEnd de baja calidad puede darse el caso que no se cumplan las características que comentamos a continuación.
La función principal del extrusor es desplazar el filamento desde la bobina hasta el HotEnd de la manera más precisa y a la velocidad adecuada para la impresión 3D, pero existen diferentes clasificaciones de los extrusores. En este post analizaremos las principales.
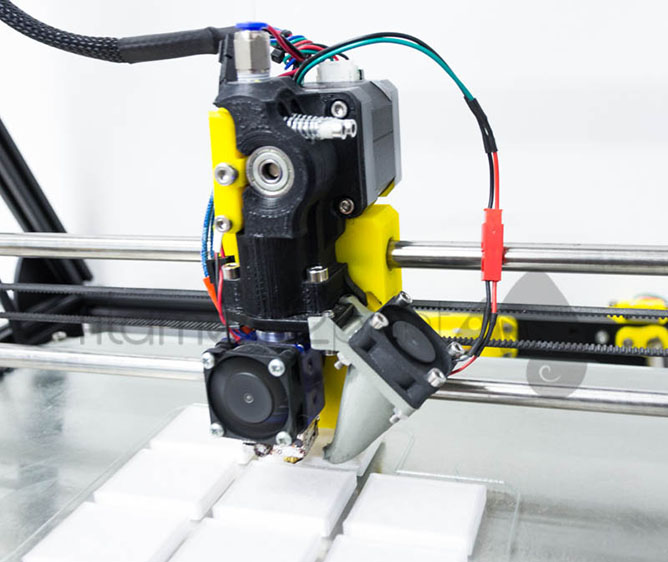
Dentro de los extrusores existen dos tipos en función del tipo de accionamiento: Directo y Bowden. En el extrusor directo, como su propio nombre indica, el filamento transcurre directamente desde la rueda dentada del extrusor al HotEnd. Incluso hay sistemas en los que estas dos partes están juntas, como en el Titan Aero.
En los extrusores Bowden, por el contrario, la unión con el HotEnd es a través de un tubo PTFE por el que transcurre el filamento.
El HotEnd es el encargado de fundir el filamento para poder realizar la pieza deseada. En él se configura el tipo de HotEnd (V6 o Volcano) y el nozzle en función del diámetro del material, en función del tipo de pieza, calidad y acabado que se desea obtener. Clasificamos de esta forman los extrusores en tipo V6 y Volcano y a continuación citamos las ventajas e inconvenientes entre estos dos tipos de HotEnd.
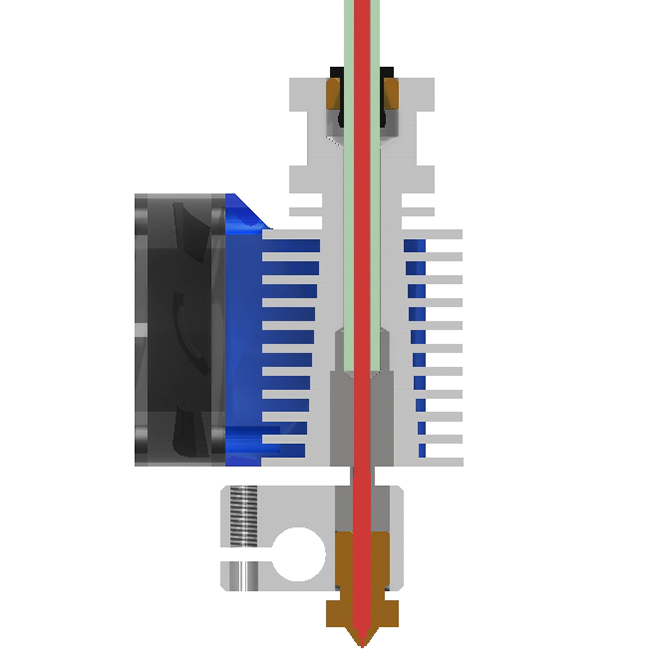
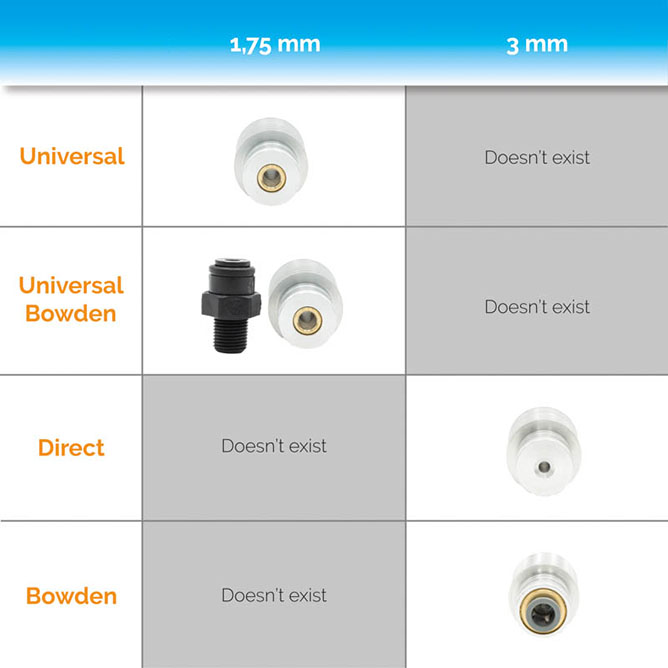
Ciertos fabricantes denominan los HotEnd en función del sistema de extrusor y del diámetro de filamento que se quiera utilizar. Por ejemplo, E3D Online utiliza la designación "universal" para sus HotEnd de 1.75mm (universal directo y universal bowden) en el cual el tubo TPFE llega hasta el interior del Heat Break, canalizando al filamento sin interrupciones hasta el bloque calentador. Para los HotEnd de 2.85/3mm simplemente utiliza la designación "directo" o "bowden".
Por nuestra parte recomendamos que cada usuario estudie su caso particular en función del tipo de piezas y la velocidad con las que desea imprimir 3D pero siempre utilizando componentes de primera categoría que aseguren la calidad en todos sus productos.

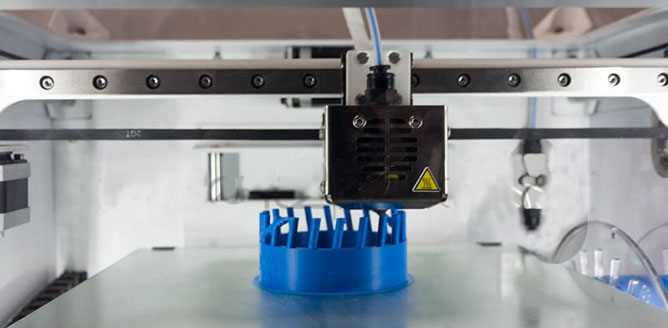
Con la utilización de materiales fuera de los convencionales, como puede ser el nylon, o al imprimir ciertas piezas en FDM/FFF que tienen base pequeña o un diseño complejo, suelen aparecer problemas de adherencia del filamento a la base, tanto al inicio como durante la impresión 3D.
Lo primero que se debe comprobar es la nivelación de la base y que la temperatura de esta sea la indicada para ese tipo de filamento. Si, aun así, sigue persistiendo el contratiempo, se puede subsanar el error mediante 3 métodos distintos de adhesión a la base: brim, raft o skirt. Su activación mediante el programa de impresión escogido (Cura, Simplify3D, etc) se llevará a cabo en el apartado de "plataforma de adhesión".
Este procedimiento se encarga de la elaboración de la copia del contorno de la pieza a imprimir, previamente a ser impresa la propia pieza. Con esto se asegura la purga del extrusor antes de empezar a fabricar la pieza y la nivelación de la base, evitando así errores al inicio. Se puede configurar el número de vueltas de contorno que efectúa, la distancia de separación a la pieza, así como la altura hasta la que se debe realizar. Si se elabora el contorno con la altura de la pieza se crea un muro que la protege de corrientes de aire, lo que favorece la impresión 3D de materiales sensibles a esto, como el ABS.

El brim utiliza el mismo procedimiento que el skirt, pero en contacto directo con la pieza. Este método es ideal para piezas pequeñas o de base estrecha, como en una silla o en una torre. También se recomienda su utilización con impresiones 3D de piezas que tienden a despegarse las esquinas o que contengan partes estrechas, como piñones y engranajes. Con el uso de 1-2 capas de altura se consigue la adhesión suficiente para evitar el problema. El único contratiempo que tiene este método es la dificultad de eliminarlo después de la impresión 3D si no se dispone de alguna herramienta postprocesado, como es el Modifi3D.

Este es el método más adecuado para materiales de difícil adhesión a la base. Este sistema crea una celosía horizontal entre la base de la impresora 3D y la pieza. Como esta celosía tiene más área de contacto con la base que la propia pieza, favorece la adherencia y elude problemas de nivelado (cuando el desajuste es pequeño). Referido a esto último, en ciertas impresoras 3D que tienen una base de grandes dimensiones y cuya nivelación exacta es muy difícil de conseguir, es aconsejable utilizar siempre el raft. Al contrario que el brim, el soporte del raft, es fácil de eliminar y sin prácticamente restos ningunos.
Con los procedimientos mencionados anteriormente, cualquier usuario puede realizar impresiones 3D de todo tipo y con casi cualquier material sin ningún tipo de problema o complicación, como podría ser la aparición de warping.














Copyright © 2026 - Murky Robot - Todos los derechos reservados
