











Cuando un usuario de impresión 3D se está iniciando es frecuente que surjan dudas sobre a qué temperatura se debe imprimir el PLA o el ABS, que son los dos materiales más comunes para iniciarse en la impresión 3D.
Cómo la mayoría de los usuarios de impresión 3D saben, uno de los principales parámetros que afecta directamente al acabado de las piezas realizadas con impresoras 3D FDM es la velocidad de impresión. Así, a mayor velocidad de impresión, peor acabado obtendremos y cuanto menor sea ésta, mejor acabado. Por tanto, se puede afirmar que la calidad del acabado es directamente proporcional al tiempo de impresión.
Si bien es cierto que hay excepciones a la regla anterior, como por ejemplo al realizar piezas pequeñas y con capas de poca área, ya que aún reduciendo mucho la velocidad de extrusión, no se consigue un buen acabado o incluso falla la impresión. En este tipo de situaciones se debe imprimir la pieza desea y una copia o otra diferente como una torre, situarla alejada de la importante para que la capa tenga tiempo a solidificarse por completo. Para materiales como PLA, PETG, CPE 100 se puede utilizar un ventilador de capa para ayudar a solidificar rápidamente las capas. Otra solución posible es la de programar paradas entre capas en el software de laminado (Cura, Simplifiy3D, etc).
La relación entre velocidad de impresión y la temperatura de extrusión
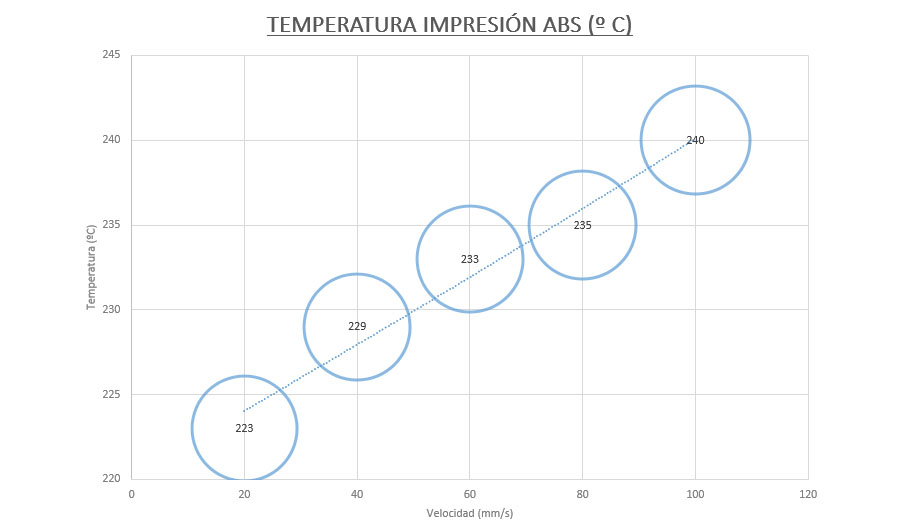
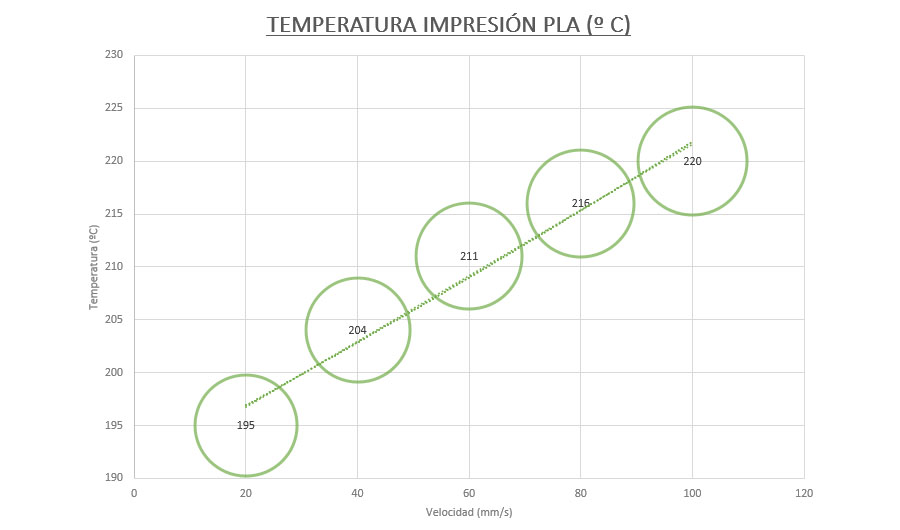
Pero además la velocidad de impresión (medida en mm/s) afecta a la temperatura de extrusión debido a que cuanto mayor sea la velocidad de impresión, mayor temperatura de extrusión necesitaremos.
ara conseguir la mayor velocidad de impresión sin necesitar un aumento de temperatura de extrusión, se puede sustituir el extrusor original de la impresora 3D (extrusor v6), por un extrusor Volcano, que gracias a disponer del cartucho calentador en posición paralela al flujo del filamento consigue fundir más material y de manera más eficaz con menos consumo de energía.

La relación entre velocidad de impresión y la temperatura de extrusión
Todos los fabricantes de filamentos facilitan un rango de temperaturas entre las cuáles su impresión es óptima. Normalmente esta temperatura ideal se debe ir ajustando mediante pruebas hasta obtener el mejor acabado y adherencia, ya que puede variar significativamente en función de que extrusor utilicemos por ejemplo, ya que según la posición y el estado de la sonda de medición de temperatura real, ésta puede variar significativamente.
Otros factores que varían la temperatura de extrusión
Existen otros factores que afectan a la temperatura de impresión y por lo tanto hay que tener en cuenta:
Diámetro de la boquilla
Otro aspecto que puede hacer variar la temperatura de extrusión es el cambio de diámetro del nozzle. Al pasar de un nozzle de 0.4mm a otro de 0.8mm aumentamos el área por la cual sale el material y con ello se necesita más temperatura de extrusión para calentar el material extra que sale en comparación con el nozzle de menor diámetro. Para realizar el cambio de boquilla correctamente visita nuestro artículo del blog sobre nozzles.
Tipo de filamento: material, color
El filamento ABS tiene un menor coeficiente de fricción que el PLA por lo que requiere de menos fuerza para ser extruido, por eso necesita una mayor temperatura de impresión. Si no somos capaces de encontrar la temperatura óptima de impresión aparecerán problemas de impresión. Por ejemplo, si la temperatura de extrusión es muy baja, el filamento no fluirá correctamente por lo que pueden quedar huecos entre capas e incluso hacer que se separen las capas. Si además aumentamos excesivamente la temperatura, el plástico dejará puntos huecos en la pieza.
Una manera de conseguir la temperatura adecuada para un material es realizar pruebas de impresión a distintas temperaturas.
Además debemos tener en cuenta que si el color del filamento es más oscuro necesitará más temperatura de extrusión debido a los propios aditivos de coloración del filamento. En función del color del filamento puede llegar a variar la temperatura hasta 5 ºC imprimiendo a la misma velocidad (Tanto al alza como a la baja).
Ciertos materiales sufren cambios de tonalidad con la variación de la temperatura. Los filamentos de madera (Timberfill Light Wood Tone, Timberfill "Rosewood", Timberfill "Champagne", LayWoo-D3) varían el color de más claro (menor temperatura) a más oscuro (mayor temperatura) consiguiendo piezas con decoraciones realmente sorprendentes.
En las gráficas se puede apreciar la tendencia de cómo varía la temperatura de extrusión en función de la velocidad de impresión pero esta no es la “verdad absoluta”, pues cómo hemos comentado puede variar en función de muchos parámetros.
Otros factores a tener en cuenta para lograr una buena impresión en 3D
Por último recordar también que no sólo influye a la impresión la temperatura del extrusor y de la base, si no que la temperatura que rodea a la impresora también afecta. En impresoras 3D cerradas, la temperatura puede mantenerse estable precalentando la base, o incluso puede elegirse en función del tipo de material a utilizar, como en la 3NTR A4.
Controlar la temperatura del entorno de esta forma, permite realizar piezas grandes con materiales como el ABS sin tener problemas de warping y cracking.
También se recomienda controlar tanto la temperatura del habitáculo, evitando que supere los 28ºC, como las corrientes de aire donde se encuentra la impresora 3D, para obtener siempre impresiones 3D de alta calidad y sin errores.






